冷擠壓鋼筋套筒的質量,直接決定鋼筋機械連接接頭的安全等級。2026年,隨著行業標準持續收緊,采購冷擠壓鋼筋套筒后的第一道防線,就是到貨驗收。如果以下3個位置檢查不到位,很可能為工程埋下結構性隱患。

?第一處:套筒外觀——裂紋、折疊“零容忍”
收貨后,第一時間對冷擠壓鋼筋套筒進行肉眼及低倍放大鏡目檢。按JG/T 163-2013第6.2條要求,合格冷擠壓鋼筋套筒表面應光潔,無裂紋、無折疊、無結疤、無分層。特別留意套筒兩端及外壁過渡區域——劣質冷擠壓鋼筋套筒常因原材料或熱處理不當出現細微裂紋,這些缺陷在擠壓施工時會迅速擴展,導致接頭失效。任何外觀存疑的冷擠壓鋼筋套筒,應立即隔離并拍照留證,不得入庫。
第二處:尺寸精度——外徑、壁厚、長度,差一毫都不行
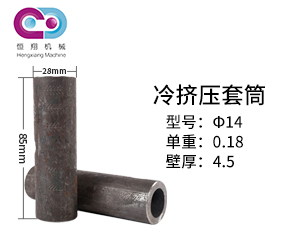
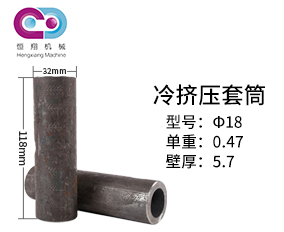
冷擠壓鋼筋套筒的過盈配合效果依賴于嚴格的尺寸公差。到貨后,須用游標卡尺或專用通止規逐批抽檢:
1.外徑偏差:直徑≤50mm的冷擠壓鋼筋套筒,允許偏差為±0.5mm;
2.長度偏差:允許偏差為±0.5mm;
3.壁厚:必須滿足設計最小值,不得負偏差超標。
實測中,若冷擠壓鋼筋套筒外徑偏小,擠壓后壓痕處外徑波動無法控制在原外徑的0.8~0.90倍以內,連接強度將大打折扣;若長度超差,則會影響定位標志與檢查標志的間距(15~20mm),直接干擾施工判斷。記住:尺寸不合格的冷擠壓鋼筋套筒,堅決退回。
第三處:標記標識——定位標志和檢查標志,缺一不可
規范的冷擠壓鋼筋套筒,出廠時必須在套筒表面或鋼筋端部標注清晰的定位標志和檢查標志。定位標志用于確定鋼筋插入深度,檢查標志則用于擠壓后驗證套筒是否到位。收貨時,需核查每批次冷擠壓鋼筋套筒是否附帶明確的標記方案,且標志線應耐磨、清晰,不易擦除。若冷擠壓鋼筋套筒無標記或標記模糊,現場作業將失去質量控制基準,這類產品一律按不合格品處理。
采購冷擠壓鋼筋套筒時,務必向供應商索取型式檢驗報告和出廠合格證,并按上述3個位置逐批、逐件落地驗收。把好到貨檢查關,才能從根本上規避2026年冷擠壓鋼筋套筒的采購陷阱。
為確保采購和驗收合法合規,請對照以下現行標準:
JG/T 163-2013《鋼筋機械連接用套筒》
JGJ 107-2016《鋼筋機械連接技術規程》
T/CECS 1282-2023《軸向冷擠壓鋼筋連接技術規程》